Objevte nejnovější technologii. Systém bleskově a s přesností rozpoznává polymery, určuje jejich barvu i procentuální zastoupení přímo na výrobní lince. A to vše zcela automaticky – bez nutnosti dalších kroků. Ušetřete čas a náklady díky rychlému a snadnému řešení, které vám zajistí nepřetržitou kontrolu kvality a špičkový standard vašich produktů. Získejte spolehlivého partnera pro efektivnější výrobu a vyšší konkurenceschopnost.
Vysoce výkonné filtry taveniny Ettlinger - ERF
Kontinuální filtry taveniny řady ERF zpracují materiál se znečištěním až 16 % bez nutnosti časté výměny filtru. Efektivně odstraňují pevné či elastomerové částice (např. papír, dřevo, kovy, pryž, silikon) a zvládají širokou škálu polymerů (LDPE, PP, TPE atd.). Jsou ideální pro regranulaci, extruzi desek i profilů na jedno- nebo dvoušnekových linkách. Tři modely pokrývají výkony od 150 do 10 000 kg/h.
Flake Analyser
Objevte nejnovější technologii. Náš systém bleskově a s absolutní přesností rozpozná polymery, určí jejich barvu i procentuální zastoupení ve směsi. A to vše zcela automaticky – bez nutnosti dalších kroků. Ušetřete čas a náklady díky rychlému a snadnému řešení vhodnému pro malé i velké laboratoře. Získáte spolehlivého partnera pro efektivnější výrobu a špičkovou kvalitu vašich produktů.
Peletizér Pearlo
PEARLO® podvodní peletizér zpracovává širokou škálu polymerů a termoplastů. Spolu se systémem PURO® a sušičkou CYCLO® vytváří prvotřídní sférické pelety. Používá se při výrobě surovin, kompoundů, masterbatchů, konstrukčních plastů, organických a dřevěných kompozitů, TPE, lepidel či pryže. S know-how z více než 7 000 instalovaných ponorných peletizérů pomáháme zákazníkům dosahovat maximální ziskovosti.
Nový Plastometr
Představujeme Vám řadu LMI6000, nejnovější inovaci v oblasti pohodlí, dostupnosti a výkonu. Toto špičkové zařízení posouvá hranice technologických možností a přináší revoluci do vašeho pracovního prostředí.
Kapilární plastometr
Měření indexu toku taveniny nebylo nikdy snadnější. Díky Cloudu budete mít výsledky vždy k dispozici.
Bezrtuťové tlakové snímače
Snímače taveniny, které mají revoluční snímací technologii bez média, zaručují dlouhou životnost, rychlejší odezvu a zesílené konstrukci membrány.
On-line měření MFR, IV, Viskozity
Pohodlněji to snad už ani nejde. Měření reologických parametrů v reálném čase. Snadná montáž, stabilní a přesné výsledky, vždy po ruce díky Dynisco Cloud.
Pozvánka na K Show 2025 v Düsseldorfu
Ráda bych srdečně pozvala všechny naše klienty k návštěvě stánků firem Maag Germany, Dynisco Europe a RTT System během veletrhu K Show v Düsseldorfu. Na místě budu přítomna já spolu s mými kolegy ze společnosti Azurr-Technology. K Show je největší mezinárodní veletrh věnovaný výhradně oboru zpracování plastů – od výroby, přes zpracování až po recyklaci. Jak jistě víte, naše firma zastupuje výše uvedené značky a záleží nám na tom, abychom se s našimi klienty setkali právě tam.
srdečně Vás zveme na 29. mezinárodní veletrh zpracování plastů a pryže PLASTPOL, který se koná od 20. do 23. května 2025 v polském městě Kielce. Tato prestižní akce opět nabídne nejnovější inspiraci a inovace v oblasti zpracování plastů a gumy.
Představuje novou generaci plastometrů LMI 6000 novinka v oblasti přístupnosti a výkonu. S novým elektromechanickým zdvihacím systémem lze nyní testy provádět bez přítomnosti obsluhy a bez ručního zvedání závaží, což umožňuje současné provádění testů na více strojích.
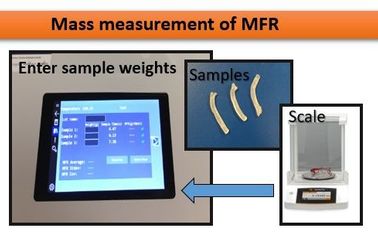
Pomocí metody A/B je možné na kapilárním plastometru Dynisco naměřit hodnotu zdánlivé hustoty polymerní taveniny. Při metodě A/B je Průtoková rychlost taveniny odvozená od metody A se rovná rovnici průtoku podle metody B a vyřeší se na zjevnou hustotu taveniny. Hodnota při provádění této zkoušky je získání platné zdánlivé hustoty taveniny, kterou lze později použít v sólo metodě B (nedochází k ručnímu řezání extrudátu nebo vážení ve způsobu B) k dosažení výsledků rovnocenných metodě A (provozovatel musí provést manuální řezy a zvážení vzorku metodou A).
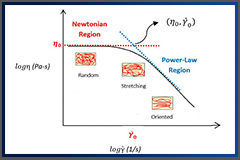
Toková křivka polymerních tavenin neboli viskozitní křivka (závislost smykového napětí na rychlosti smykové deformace v log-log měřítku) mají dvě odlišné chování, které popisuje Newtonuv a Mocninův zákon. Při velmi nízkých smykových rychlostech dominuje newtonovské chování, kde je viskozita nezávislá na rychlosti smykové deformace a přibližuje se hodnotě, která byla pojmenována jako viskozita s nulovou rychlostí. Poté se viskozita začne snižovat při určité kritické smykové rychlosti (y0). Při vyšších smykových rychlostech dominuje chování podle mocenského zákona, kde viskozita klesá se zvyšující se rychlostí smykové deformace se záporným sklonem (n-1). Parametr n byl pojmenován jako index newtonského chování.
Chcete odebírat novinky?
Proč Azurr-Technology?
Servis do 48 hodin
Kalibrace
Kompletní podpora
Produktové školení
30 let zkušeností
Historie
Jsme tu pro Vás již od roku 1990
Vážení návštěvníci, dovolte mi krátce představit historii a závazek naší společnosti.
Na českém trhu jsme začali působit v roce 1990 pod názvem Dynisco spol. s.r.o., zaměřující se na produkty rozvíjejícího se plastikářského průmyslu. Postupně jsme expandovali do dalších zemí východní Evropy a Ruska a získali cenné kontakty a partnerství, kterých si velmi vážíme. Od prvních let v oboru byl naším cílem nejen prodej, ale především poskytovat nadstandardní zákaznický servis a péči tak, aby dodávaná zařízení spolehlivě sloužila řadu let s maximálním přínosem pro výrobní procesy.
Inspirace zákazníky
Zákaznický servis a nejmodernější vybavení je to, co chceme pod značkou Azurr-Techology zachovat. Máme zájem budovat dlouhodobé vztahy mezi námi a klienty. Proto nabízíme široké možnosti podpory a zkušený personál, který je k dispozici do 48 hodin v případě poruchy, dokáže zařízení opravit, repasovat nebo zkalibrovat. Samozřejmostí je možnost zapůjčení náhradního produktu v případě potřeby nebo bezplatné školení s novým zařízením.
Naše ocenění
Jak výrobce našeho sortimentu rostl a získával prestižní ocenění, dostávají se nám do rukou nové inovativní produkty. V současné době nabízíme jedny z nejspolehlivějších senzorů a laboratorního vybavení na světovém trhu, v roce 2010 jsme naše služby rozšířili o kompletní podporu a servis dílů pro vaše vstřikovací a vytlačovací linky.
Vážíme si ocenění, které jsme s Dynisco získali jako Azurr-Technology, sro. Mnohem více nás však těší podpora klientů, kteří s námi prošli těžkými obdobími a nyní společně s námi zažívají velmi příznivý vývoj. Věříme, že profesionální přístup je přesně to, co zákazníci hledají a potřebují. Jsme připraveni ji nabídnout stávajícím i novým klientům.
Děkujeme našim partnerům za podporu a důvěru, kterou do naší společnosti vložili. Věříme, že jsme byli, jsme a budeme spolehlivým dodavatelem. Těšíme se na další novou spolupráci.
Naši Partneři
Dynisco | Viatran, společnosti pod jedním vlastníkem, společně poskytují špičková řešení pro průmysl se zaměřením na plastikářský průmysl, měření tlaku a hladiny. Dynisco, s více než 60 lety zkušeností, nabízí nástroje a služby, které umožňují zákazníkům „nahlédnout do procesu“ a zajistit, že jejich výrobní postupy splňují přesné specifikace. Portfolio zahrnuje senzory, vyhodnocovací a zobrazovací techniku, laboratorní přístroje s online připojením, které poskytují přesné informace pro udržování konzistentního výrobního procesu po celém světě. Viatran, jako světový lídr v oblasti snímačů tlaku a hladiny, nabízí vysoce přesné a odolné převodníky, které poskytují opakovatelná měření v náročných podmínkách, včetně vysoce korozivních prostředí a extrémních teplot. Jejich sortiment zahrnuje různé typy tlakových snímačů, které se uplatní v ropném a plynárenském průmyslu, výrobě oceli, chemické výrobě či lékařských zařízeních.
MAAG Pump Systems, Automatik Plastics Machinery, Gala Industries, Reduction Engineering Scheer a Ettlinger – pět úspěšných a zkušených společností spojilo své síly, aby se staly globálním partnerem pro průmysl polymerů. Jako výrobce zubových čerpadel, peletizačních a filtračních systémů a také drtičů nabízíme špičková zařízení pro vaše náročné požadavky – nejen pro polymerní aplikace, ale také pro chemický, petrochemický, farmaceutický a potravinářský průmysl. Historie skupiny MAAG tak začíná na konci 19. století založením společnosti Scheer jako slévárny kovů a továrny na stroje v německém Stuttgartu v roce 1890. Společnost Maag Pump Systems byla založena v roce 1913. Společnost Automatik Plastics Machinery byla založena v roce 1947. Společnost Gala Industries byla založena v roce 1959 a Ettlinger Kunststoffmaschinen v roce 1983.
Ettlinger, nyní součást skupiny MAAG, je již více než 35 let známý svými výkonnými a spolehlivými filtračními systémy taveniny pro vytlačovací a vstřikovací aplikace. Společnost se specializuje na vysoce výkonné filtrační systémy tavenin a velkokapacitní vstřikovací stroje, které jsou přizpůsobené individuálním potřebám zákazníků.
ETTLINGER nabízí jedinečné odborné znalosti v oblasti filtrace a recyklace polymerů. Jejich nepřetržitě fungující filtry tavenin, které se úspěšně používají po celém světě, umožňují efektivní zpracování surovin s různou úrovní kontaminace. Řady ERF a ECO zvládnou zpracovat širokou škálu recyklovaných polymerů, což je ideální pro výrobní linky v recyklačním průmyslu. Díky kompaktní konstrukci jsou vhodné i pro dovybavení stávajících linek, čímž stanovují nové standardy v oboru.
RTT System GmbH je společnost od RTT Robotertechnik-TRANSFER GmbH, inovativního saského výrobce speciálních strojů s více než 30letou tradicí. RTT Robotertechnik-TRANSFER GmbH se zaměřuje na automatizaci montážních a výrobních procesů s cílem optimalizovat výrobu u zákazníků prostřednictvím speciálně navržených aplikací. V průběhu času byly od zákaznicky specifických strojních konstrukcí odděleny technologie vhodné pro sériovou výrobu, aby se společnost mohla soustředit na specifické trhy budoucnosti.
V roce 1998 vznikla RTT Steinert GmbH, která se úspěšně zaměřuje na oblast recyklace a nakládání s odpady, zejména na vývoj optických třídicích systémů pro separaci plastů a papíru. RTT System GmbH, založená v roce 2010, se věnuje analýze a detekčním úlohám mimo oblast třídicích zařízení.


















 MAAG Pump Systems, Automatik Plastics Machinery, Gala Industries, Reduction Engineering Scheer a Ettlinger – pět úspěšných a zkušených společností spojilo své síly, aby se staly globálním partnerem pro průmysl polymerů. Jako výrobce zubových čerpadel, peletizačních a filtračních systémů a také drtičů nabízíme špičková zařízení pro vaše náročné požadavky – nejen pro polymerní aplikace, ale také pro chemický, petrochemický, farmaceutický a potravinářský průmysl. Historie skupiny MAAG tak začíná na konci 19. století založením společnosti Scheer jako slévárny kovů a továrny na stroje v německém Stuttgartu v roce 1890. Společnost Maag Pump Systems byla založena v roce 1913. Společnost Automatik Plastics Machinery byla založena v roce 1947. Společnost Gala Industries byla založena v roce 1959 a Ettlinger Kunststoffmaschinen v roce 1983.
MAAG Pump Systems, Automatik Plastics Machinery, Gala Industries, Reduction Engineering Scheer a Ettlinger – pět úspěšných a zkušených společností spojilo své síly, aby se staly globálním partnerem pro průmysl polymerů. Jako výrobce zubových čerpadel, peletizačních a filtračních systémů a také drtičů nabízíme špičková zařízení pro vaše náročné požadavky – nejen pro polymerní aplikace, ale také pro chemický, petrochemický, farmaceutický a potravinářský průmysl. Historie skupiny MAAG tak začíná na konci 19. století založením společnosti Scheer jako slévárny kovů a továrny na stroje v německém Stuttgartu v roce 1890. Společnost Maag Pump Systems byla založena v roce 1913. Společnost Automatik Plastics Machinery byla založena v roce 1947. Společnost Gala Industries byla založena v roce 1959 a Ettlinger Kunststoffmaschinen v roce 1983.
 RTT System GmbH je společnost od RTT Robotertechnik-TRANSFER GmbH, inovativního saského výrobce speciálních strojů s více než 30letou tradicí. RTT Robotertechnik-TRANSFER GmbH se zaměřuje na automatizaci montážních a výrobních procesů s cílem optimalizovat výrobu u zákazníků prostřednictvím speciálně navržených aplikací. V průběhu času byly od zákaznicky specifických strojních konstrukcí odděleny technologie vhodné pro sériovou výrobu, aby se společnost mohla soustředit na specifické trhy budoucnosti.
RTT System GmbH je společnost od RTT Robotertechnik-TRANSFER GmbH, inovativního saského výrobce speciálních strojů s více než 30letou tradicí. RTT Robotertechnik-TRANSFER GmbH se zaměřuje na automatizaci montážních a výrobních procesů s cílem optimalizovat výrobu u zákazníků prostřednictvím speciálně navržených aplikací. V průběhu času byly od zákaznicky specifických strojních konstrukcí odděleny technologie vhodné pro sériovou výrobu, aby se společnost mohla soustředit na specifické trhy budoucnosti.