



Politereftalan etylenu (PET) jest hydroskopowym polimerem z rodziny poliestrów, który pochłania i wiąże wilgoć z ich strukturą molekularną, gdy znajduje się w otaczającym powietrzu. Ma to ogromny wpływ na zachowanie przepływu i parametry reologiczne stopionego polimeru. Zwykle wilgoć działa jak plastyfikator i zwiększa płynność stopionego polimeru. W rezultacie na parametry indeksu przepływu (MFR) materiałów PET silnie wpływa ich poziom wilgotności, które są uwarunkowane suszeniem i rzadko są dostarczane przez ich dostawców. Lepkość wewnętrzna (IV) jest powszechnie stosowana wśród producentów PET jako specyfikacja dla różnych rodzajów PET. IV pomiary przeprowadza się zwykle poprzez rozpuszczenie niewielkiej ilości polimeru w odpowiednim rozpuszczalniku (np. fenolu) w temperaturze pokojowej. W rezultacie na parametr IV z wiskozymetru rozcieńczonego roztworu nie ma wpływu zawartość wilgoci w żywicy, co eliminuje potrzebę suszenia próbek przed testami. Jednak ta metoda obejmuje szkodliwe rozpuszczalniki, bez których takie pomiary są niemożliwe. Są drogie w nabyciu i zbyciu.
Korelacja lepkości stopionego polimeru w politereftalanie etylenu z lepkością wewnętrzną roztworu IV.
Politereftalan etylenu (PET) jest hydroskopowym polimerem z rodziny poliestrów, który pochłania i wiąże wilgoć z ich strukturą molekularną, gdy znajduje się w otaczającym powietrzu. Ma to ogromny wpływ na zachowanie przepływu i parametry reologiczne stopionego polimeru. Zwykle wilgoć działa jak plastyfikator i zwiększa płynność stopionego polimeru. W rezultacie na parametry indeksu przepływu (MFR) materiałów PET silnie wpływa ich poziom wilgotności, które są uwarunkowane suszeniem i rzadko są dostarczane przez ich dostawców. Lepkość wewnętrzna (IV) jest powszechnie stosowana wśród producentów PET jako specyfikacja dla różnych rodzajów PET. IV pomiary przeprowadza się zwykle poprzez rozpuszczenie niewielkiej ilości polimeru w odpowiednim rozpuszczalniku (np. fenolu) w temperaturze pokojowej. W rezultacie na parametr IV z wiskozymetru rozcieńczonego roztworu nie ma wpływu zawartość wilgoci w żywicy, co eliminuje potrzebę suszenia próbek przed testami. Jednak ta metoda obejmuje szkodliwe rozpuszczalniki, bez których takie pomiary są niemożliwe. Są drogie w nabyciu i zbyciu.
Seria reometrów kapilarnych Dynisco LCR ma funkcję korelowania danych dotyczących lepkości ścinania z lepkością wewnętrzną IV w materiałach PET. Ideą tej korelacji było to, że tak jak lepkość zerowego napięcia jest związana z masą cząsteczkową polimeru, tak i lepkość wewnętrzna (IV) jest związana z masą cząsteczkową polimeru. Wynika to z faktu, że właściwości lepko-sprężyste w materiałach polimerowych zależą od ruchu molekularnego i splątania łańcucha. Polimery o wyższej masie cząsteczkowej mają wyższe splątanie łańcucha, co może prowadzić do wzrostu lepkości ścinającej lub lepkości wewnętrznej.
W przypadku polimerów o wysokim przeplotu zależność między zerową lepkością ścinania a masą cząsteczkową jest określona równaniem Flory-Foxa, jak pokazano poniżej [1]
Gdzie eta0 to zerowa lepkość ścinająca, a K jest stałą zależną od rodzaju polimeru. Z drugiej strony równanie Marka-Houwinka definiuje zależność między lepkością wewnętrzną polimeru a jego masą cząsteczkową, jak pokazano poniżej [2]
Gdzie é-ta jest lepkością wewnętrzną, a K i alfa są parametrami Mark-Houwink i zależą od specyficznego układu polimer-rozpuszczalnik. Dla większości polimerów wartość 0,5 wynosi 0,5-0,8. Oczywiście zmiany masy cząsteczkowej polimeru o dużym splątaniu wpływają na lepkość stopu bardziej niż lepkość wewnętrzną.
Oba równania (2) i (4) odnoszą się do masy cząsteczkowej. Lepkość stopu i lepkość wewnętrzna mogą być zatem powiązane. Kombinacja tych równań zapewnia zależność między zerową lepkością ścinającą a lepkością wewnętrzną niezależnie od wartości masy cząsteczkowej, jak pokazano poniżej:
Jak widać, dla wysoce splątanego, liniowego i monodyspersyjnego polimeru o wąskim rozkładzie masy cząsteczkowej, wykres logarytmu lepkości wewnętrznej w porównaniu z logarytmem zerowej lepkości ścinającej daje linię prostą o nachyleniu alfa / 3,4.
Rysunek 2 uzyskany przez Reilly et. Al. [3] pokazuje tę zależność dla próbki PET o różnej zawartości wilgoci. Lepkość zerowej prędkości ścinania uzyskano za pomocą reometru kapilarnego w temperaturze 285°C. Wewnętrzne pomiary lepkości wykonano za pomocą wiskozymetru rozcieńczonego roztworu w temperaturze pokojowej (25°C) i stosunku 60/40 fenolu/TCE.
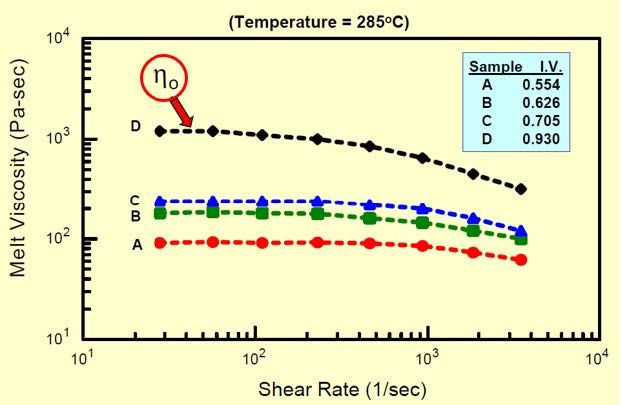
Rys. 1. Wykres lepkości ścinania a współczynnik odkształcenia ścinającego dla różnych próbek PET i ich wynikowych wartości lepkości wewnętrznej (IV).
Korzystając z powyższej zależności, reometr kapilarny Dynisco LCR może dostarczyć informacji na temat wewnętrznej lepkości próbek PET, wykonując test w temperaturze 285 ° C. Próbki muszą być odpowiednio wysuszone, aby osiągnąć wymagany poziom zawartości wilgoci. Jak pokazują punkty z powyższego rysunku, wynikowa krzywa przepływu (pozorna lepkość ścinania vs pozorna prędkość odkształcenia ścinania) i model Crossuv muszą być zastosowane do pomiaru wartości zerowej lepkości ścinania.
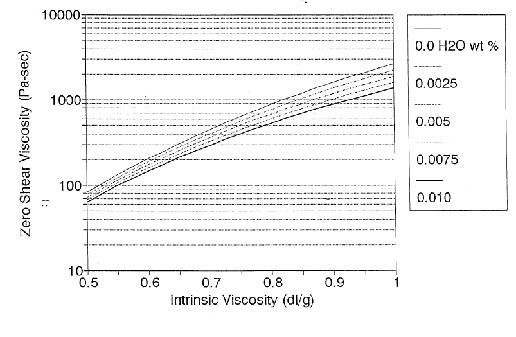
Rys. 2. Zależność między zerową lepkością ścinającą a lepkością wewnętrzną próbek PET o różnej zawartości wilgoci.
Podobnie reheometry online Dynisco ViscoIndicator, które stale monitorują właściwości reologiczne linii wytłaczania, są również w stanie dostarczyć informacji na temat lepkości wewnętrznej wytłaczanych dożylnie. Rysunek 3 pokazuje pomiar lepkości ścinającej i lepkości wewnętrznej niektórych próbek PET za pomocą reheometru online ViscoIndicator. Próbki zostały wytłaczane w wytłaczarce Dynisco REX z określoną prędkością ślimaka i ciśnieniem głowicy wytłaczającej. Informacje te są szczególnie korzystne w branży recyklingu PET, która wymaga od przetwórcy stałego utrzymywania jakości granulatu w procesie recyklingu.
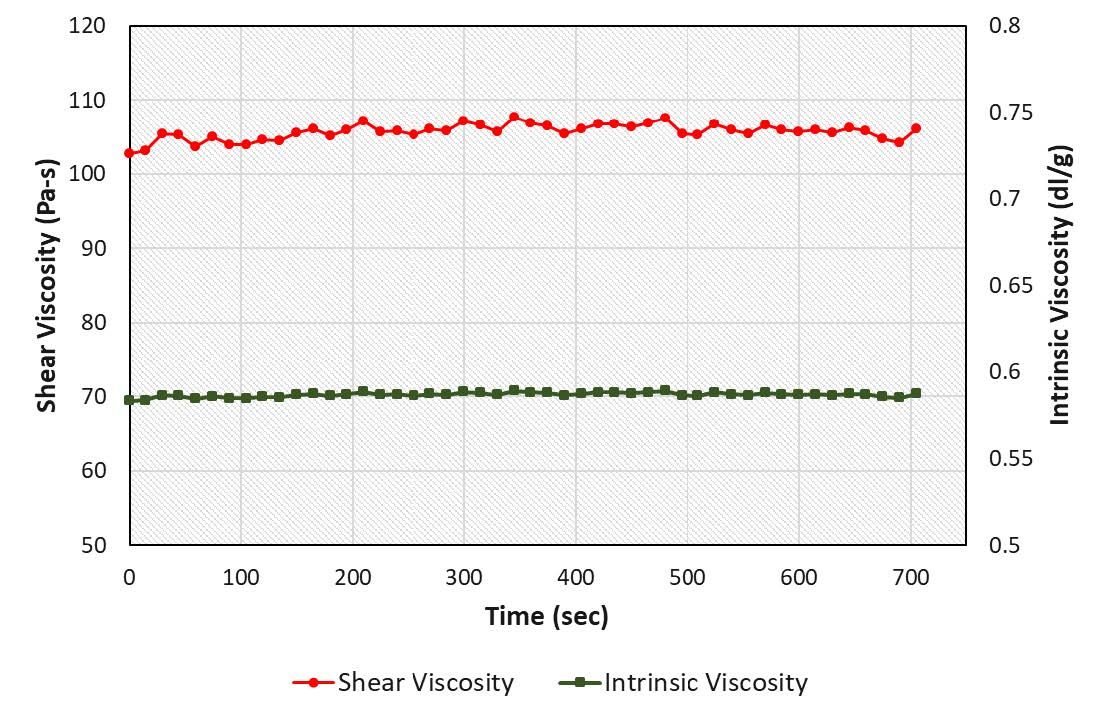
Rys. 3. Pomiar lepkości ścinającej i lepkości wewnętrznej wytłaczaczy PET za pomocą reheometru online Dynisco ViscoIndicator
Pomiar lepkości wewnętrznej za pomocą reometrów cieszy się powszechnym zainteresowaniem wśród przetwórców/ recyklerów PET w przemyśle tworzyw sztucznych, ponieważ stosowanie i usuwanie szkodliwych rozpuszczalników nie jest wymagane. Ponadto są one bardziej odpowiednie do pomiaru wskaźnika przepływu oraz do automatyzacji i pomiarów podczas procesu, a także mogą zapewnić terminowe dane wejściowe do sterowania procesem [4].Použité zdroje:
[1] Dealy, J. M., & Wissbrun, K. F. (2012). Melt rheology and its role in plastics processing: theory and applications. Springer Science & Business Media.
[2] Sperling, L. H. (2005). Introduction to physical polymer science. John Wiley & Sons.
[3] Reilly, J. F., & Limbach, A. P. (1994). Correlating melt rheology of PET to solution intrinsic viscosity. KAUTSCHUK UND GUMMI KUNSTSTOFFE, 47, 271-271.
[4] Whelan, T., & Brydson, J. (2202). “Practical Rheology Handbook.” Edited by. De Laney D. E., 3rd Edition, Scribd, www.scribd.com/doc/81343769/Practical-Rheology-Handbook.